
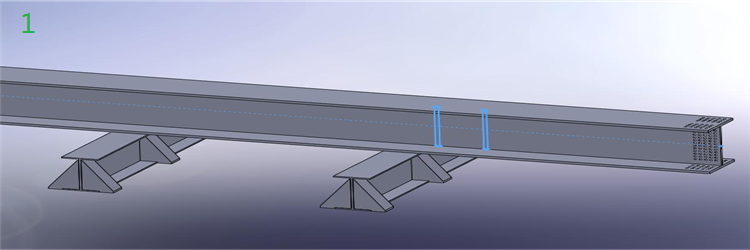
1. Put the members on the tire rack to test processing quality in previous process and to confirm on the center line. Underline the position line of all parts making the end mill surface as the benchmark ( note that the up and down direction of the columns ) based on the drawing; mark the number of the parts.
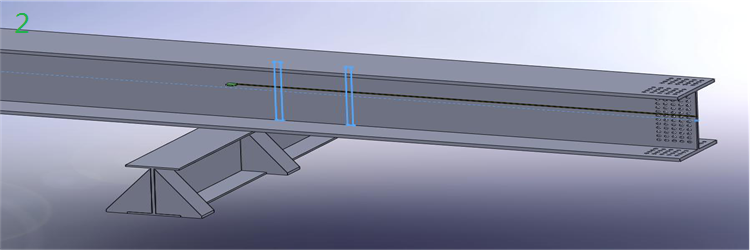
2. Start self test after underlining the lines, and check whether all the dimensions are qualified or not;
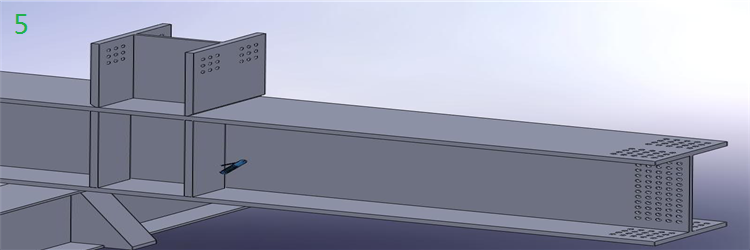
3. Start assembling according to the the designated location line(stiffened plates, column baseplate, corbel, connecting plate etc),and then start tack welding;
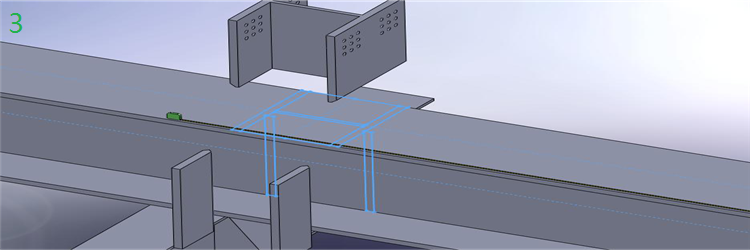
4. Check whether the various assembly dimensions can accord with the specification (every part dimension: angle, assembling clearance, the distance between the hole and the center line, location etc)
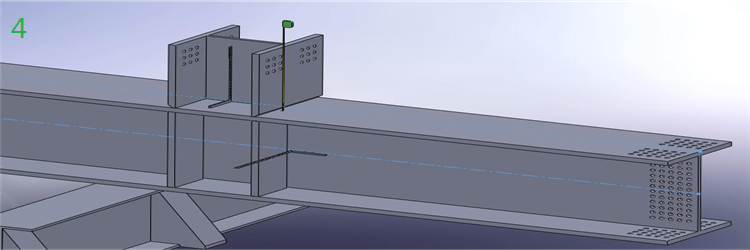
5. Start tack welding to reinforce it, and if necessary, and provide supports that could prevent the welding deformation.
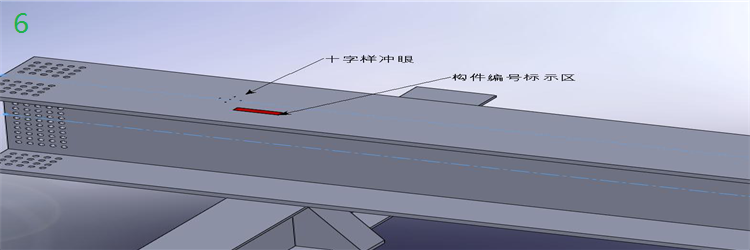
6.After completing the assembly and self test, start drilling the crossed punch mark and typing the member number in the number marked area of the member, and fill in the self - test
record to report it to the inspector for inspection. (Directly mark up the distance between the location of the stamps)
Contact: Abner
Phone: 0086-13588124297
Tel: 0086-571-56683606
Email: [email protected]
Add: Room 1115, Building 24, Yaoshunjiangdongjinzuo, Yipeng Street, Qiantang New Area, Hangzhou, Zhejiang
We chat
