
1.Put the member on the platform, and check spot welding quality in the assembly process and confirm that whether the assembly clearance is consistent with welding requirements. If there are grooves, check whether the grooves are consistent with the requirements;
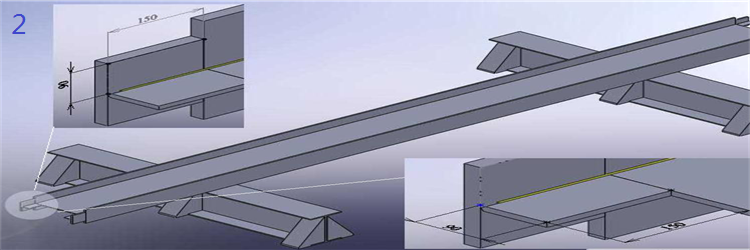
2.Assemble the run-on tab and run-off tab as required. The width of run-on and run-off tab should be over 80mm,and the length over 150mm, and the thickness over 10mm; the groove forms of run-on and run-off tab should be consistent with the weld seam.
3.If necessary, preheat before welding according to the material and thickness. If the parent material is the Q345, preheat according to the following requirements: a. 40<t≤60;80℃;b. 60<t≤80,100℃;c. t>80,140℃; On conditions of Q390 and the upper strength grade material, about preheating temperature,please refer to special process.
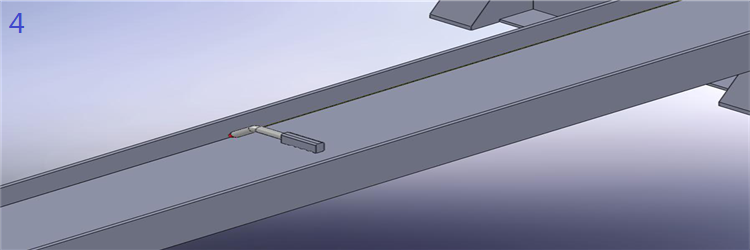
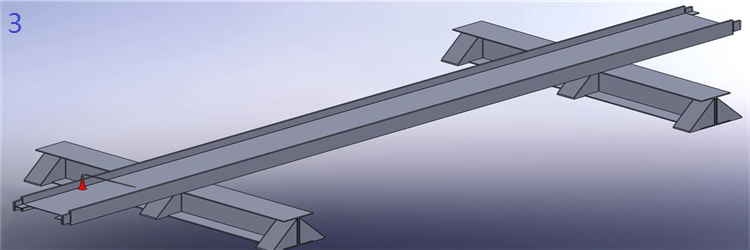
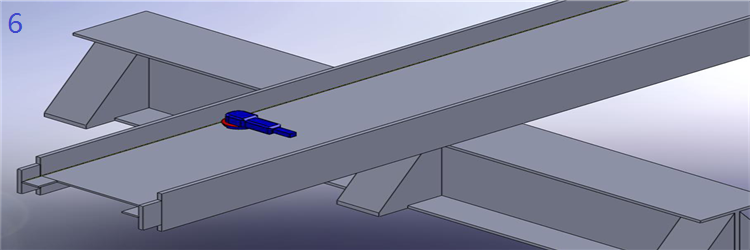
4.Welding: a. weld according to welding process parameters required by WPS; B. In order to reduce the welding deformation, adopt segmental back welding; As shown in the following image: bottom welding height should not be over10mm in principle; c. Start back gouging for full penetration region according to the design requirements;
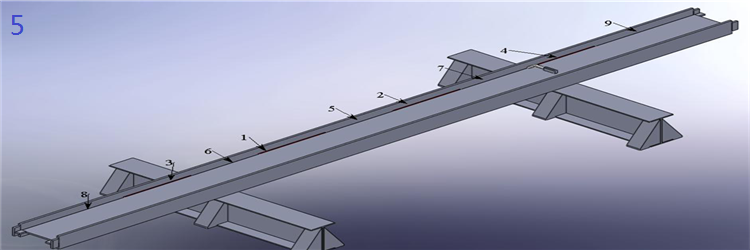
5.This is Sketch Map of segmental back welding. The number order is the welding order.
6. Check the appearance quality of the weld seam after welding. Clear the burr and spatter after qualification.;
Contact: Abner
Phone: 0086-13588124297
Tel: 0086-571-56683606
Email: [email protected]
Add: Room 1115, Building 24, Yaoshunjiangdongjinzuo, Yipeng Street, Qiantang New Area, Hangzhou, Zhejiang
We chat
